کد مقاله:
۱۰۷۰
- تاریخ درج:
۱۳۹۹/۰۵/۱۹
- مشاهده:
۸۱۷
در صنایع مختلف، عملیات برش همواره از چالش های پیش روی تولیدکنندگان می باشد، از آنجایی که انجام برش مناسب ارتباط مستقیم با کیفیت محصول نهایی دارد، لذا اطلاع از روش های برش، مفاهیم و پارامترهای موثر در عملیات برش وجه اجتناب ناپذیر تولید می باشد.
در کلیه سیستمهای برش تنظیمات و نصب صحیح نگهدارنده و تیغه ، بسیار حایز اهمیت می باشد. اگر چه انتخاب جنس مناسب برای تیغه تاثیر بسزایی در کیفیت برش دارد، اما شرط لازم و کافی نخواهد بود. در صورت عدم وجود تنظیمات (Adjustment) مناسب حتی یک تیغه با جنس بسیار خوب و گرانقیمت عمر کوتاه و برش بدی را فراهم خواد کرد. انجام تنظیمات صحیح باعث افزایش طول عمر تیغه، ارتقاء کیفیت برش، کاهش غبار ناشی از برش، برش هموار در لبه مواد و عدم ایجاد پلیسه در محل برش و... می گردد که نهایتا تمامی این موارد در کیفیت محصول نهایی تاثیرگذار خواهد بود.
بدین منظور دو نوع از اصلی ترین شیوه های برش ( Shear و Crush ) و تنظیمات آنها به اختصار ارایه می گردد.
برشShear
برش Shear مشتمل بر یک تیغه بالا و یک تیغه پایین می باشد. در این شیوه تیغه ها بصورت بشقابی(Circular) بوده و دو تیغه در نقطه اتصال یکدیگر مانند یک قیچی عمل برش را انجام می دهند. پارامترهای مهم در انتخاب و تنظیمات برش Shear عبارتند از :
1. شکل هندسی تیغه(Knife Geometry)
تیغه ها بر اساس شکل هندسی به سه دسته تقسیم می شوند.
• بشقابی صاف (Normal Bevel)
• بشقابی مورب (Double Bevel)
• بشقابی مورب گود (Double Hollow Bevel)
جدول زیر انواع تیغه و کاربرد آن ها در زمینه های مختلف را نشان می دهد.
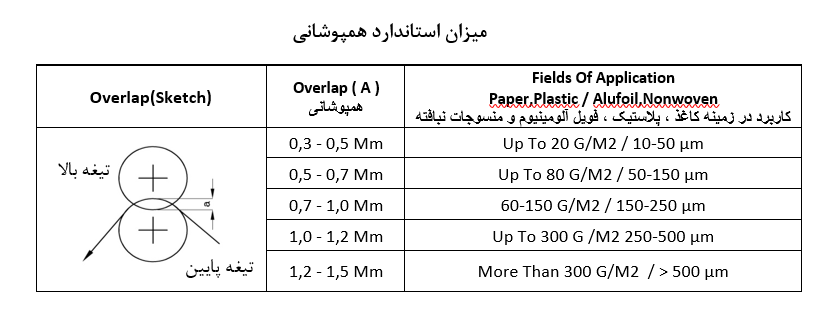
2. همپوشانی تیغه بالا و پایین(Overlapping)
همپوشانی به فاصله روی هم قرار گرفتن تیغه بالا و پایین گفته می شود. تنظیم صحیح این فاصله، رابطه مستقیم با کاهش میزان غبار و ارتقاء کیفیت برش دارد.عدم رعایت میزان همپوشانی تیغه بالا و پایین باعث ایجاد غبار، کاهش طول عمر تیغه و پارگی ماده برش در نقطه برش می شود.
در جدول زیر میزان همپوشانی تیغه ها براساس گرماژ و ضخامت آن ها بیان شده است.
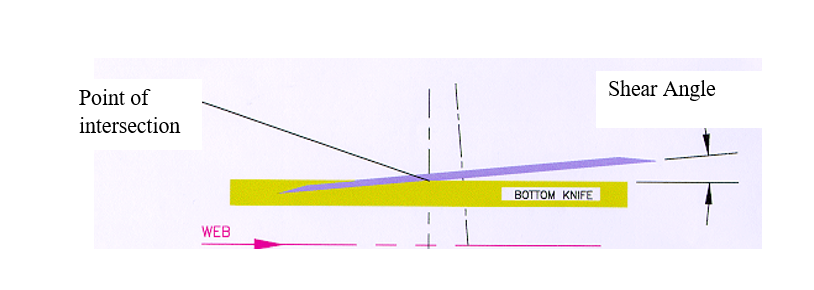
3. زاویه برش (Shear Angle)
زاویه برش به زاویه بین تیغه بالا و پایین گفته می شود، این دو تیغه هیچ گاه بصورت موازی در کنار هم قرار نخواهند گرفت در غیر این صورت عمل برش انجام نمی شود. زاویه برش توسط نگهدارنده(Holder) تنظیم می شود و می بایست براساس حداقل مورد نیاز، برای ماده تحت برش تنظیم شود.
عدم انتخاب زاویه برش مناسب باعث ایجاد غبار در هنگام برش، کاهش طول عمر تیغه،ایجادبرش متقاطع و نفوذ ماده تحت برش بین تیغه بالا و پایین می شود.
در جدول زیر زوایای مختلف برای متریال مختلف نشان داده شده است. باید توجه داشت که زوایای مذکور در جدول زیر برحسب دقیقه می باشد. هر 1 درجه معادل 60 دقیقه می باشد. به عنوان مثال 30 دقیقه که در خصوص برش کاغذ، منسوجات و... مناسب می باشد، معادل نیم درجه می باشد.
شکل 1. دید از بالا زاویه برش
4. نیروی جانبی تیغه (Contact Force)
فشار جانبی میزان فشاری است که تیغه بالا به تیغه پایین در راستای افقی هنگام برش وارد می کند. هردو تیغه همواره تحت فشار بر روی سطح هم سائیده شده و موادبرش پس از عبور از نقطه اتصال بریده خواهد شد. این نیرو عملا توسط نیروی باد از طریق نگهدارنده (Holder) تامین خواهد شد. هرچه مواد برش ضخیم تر باشد این نیرو نیز بیشتر و هرچه نازکتر باشد کمتر خواهد بود.
عدم تنظیم این نیرو باعث ایجاد غبار در هنگام برش، کاهش طول عمر تیغه ( لب پر شدن و خوردگی)، برش متقاطع، نفوذ ماده تحت برش بین تیغه بالا و پایین و ایجادلبه برش نامناسب در هنگام برش می گردد.
در جدول ذیل برای مواد برش مختلف نیروی مورد نیاز اشاره شده است.
خلاصه :
با توجه به اهمیت و ضرورت تنظیمات مناسب، مشکلات ناشی از عدم تطابق با استاندارد برای سهولت کاربران گرامی در جدول زیر لیست شده است.
برش Crush
در روش کراش تنها یک تیغه برای عملیات برش استفاده می گردد. درهنگام برش ، تیغه بر روی یک شفت (Glass shaft) قرار می گیرد و با فشار زیادی که بر مواد برش وارد می کند عمل برش را انجام می دهد. اگرچه هزینه روش کراش کمتر و تنظیمات آن آسانتر می باشد، اما Shear کیفیت بهتری در برش فراهم می سازد. همچنین طول عمر تیغه به خاطر اعمال فشار زیاد در هنگام برش، کمتر خواهد بود.
پارامترهای مهم در تنظیمات برش Crush عبارتند از:
1. تنظیمات نگهدارنده(Holder)
تنظیم صحیح موقعیت نگهدارنده (Holder) بر کیفیت عملیات برش تاثیر مستقیم دارد. نگهدارنده همواره می بایست تحت زاویه 90 درجه نسبت به شفت تنظیم گردد.
مشکلات ناشی از تنظیم نادرست موقعیت نگهدارنده عبارتند از : کاهش طول عمر تیغه، عدم قرارگیری تیغه کراش در موقعیت کاری و عدم ایجاد خط برش ماده در یک امتداد مستقیم.
2. انتخاب زوایای نوک تیغه(Knife edge geometry)
همانطور که در شکل دیده می شود تیغه کراش از دو طرف دارای زاویه می باشد. زاویه نوک تیغه رابطه معکوس با ماده تحت برش دارد، هرچه ضخامت ماده تحت برش بیشتر می شود می بایست زاویه تیغه برش کمتر و هرچه ضخامت ماده تحت برش کمتر می شود،می بایست زاویه تیغه برش بیشتر شود.
عدم بکارگیری زاویه مناسب تیغه با ماده تحت برش باعث می شود لبه برش به صورت نامناسب بریده شود و طول عمر تیغه نیز کاهش یابد.
در جدول زیر زوایای برش با توجه به ماده برش مشخص گردیده است.
3. انحراف شعاعی(Radial Deviation)
انحراف شعاعی به لرزشهای بیش از حد مجاز تیغه گفته می شود. این لرزشها عمدتا در راستای عمودی (بالا و پایین) دیده خواهد شد.
مشکلات ناشی از انحراف شعاعی بیش از حد استاندارد عبارتند از: ایجاد لرزش هنگام برش، کاهش طول عمر تیغه،ایجاد لبه برش نامناسب در هنگام برش، عدم تماس تیغه کراش با شفت و ایجاد برش متقاطع.
این مقاله را شرکت سرو ریتون در اختیار این سایت قرار داده است :
سروریتون پردیس
021-88629109
021-88629226
servritonpardis.com